












Методические указания по выбору ленточных пил и определению режимов резания металлов
Станок
Первичный осмотр оборудования осуществляется по следующим компонентам:
• Шкивы станка – не должны иметь следов износа на цилиндрических поверхностях и ребордах; люфт подшипников исключен; рабочие цилиндрические поверхности должны быть параллельны друг другу. Между ребордой и полотном должен быть зазор.
• Направляющие – не должны быть изношены или разрегулированы; должны иметь заходные фаски для предотвращения появления задиров на полотне. Полотно должно свободно перемещаться в направляющих.
• Гидравлическая система подачи – не должна иметь протечек; уровень масла должен соответствовать установленным нормам.
Осмотр отработанных полотен в отходах поможет заранее установить возможную закономерную причину выхода из строя ленточных пил.
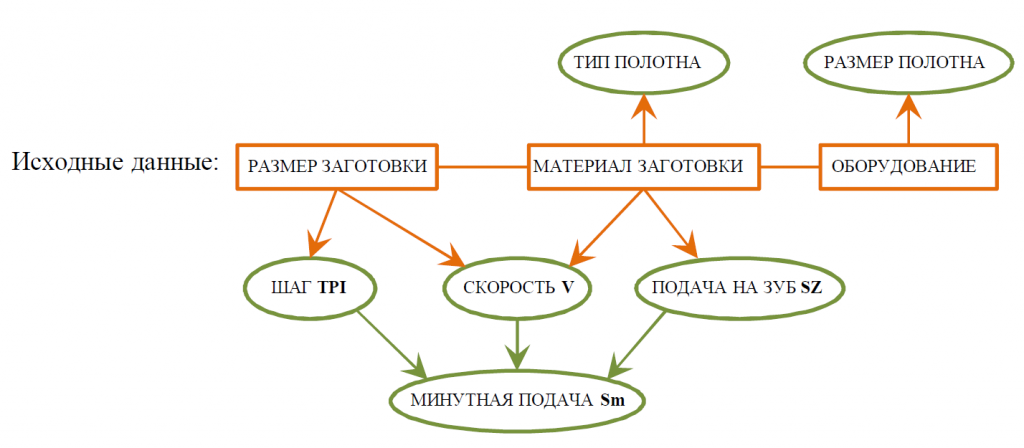
Последовательность расчета:
Многократно необходимо проверять:
• Износ и регулировку направляющих
• Натяжение полотна тензиометром (190…210 Н/мм2) – зеленая область на шкале
• Скорость полотна тахометром или визуально (методика описана ниже)
• Концентрацию смазочно-охлаждающей жидкости рефрактометром (оптимальная концентрация 6.10%)
• Работу щётки для очистки ленточной пилы от стружки.
1. ОПРЕДЕЛЕНИЕ ШАГА ПОЛОТНА ПО РАЗМЕРАМ ЗАГОТОВКИ

НАРУЖНЫЙ ДИАМЕТР ЗАГОТОВКИ
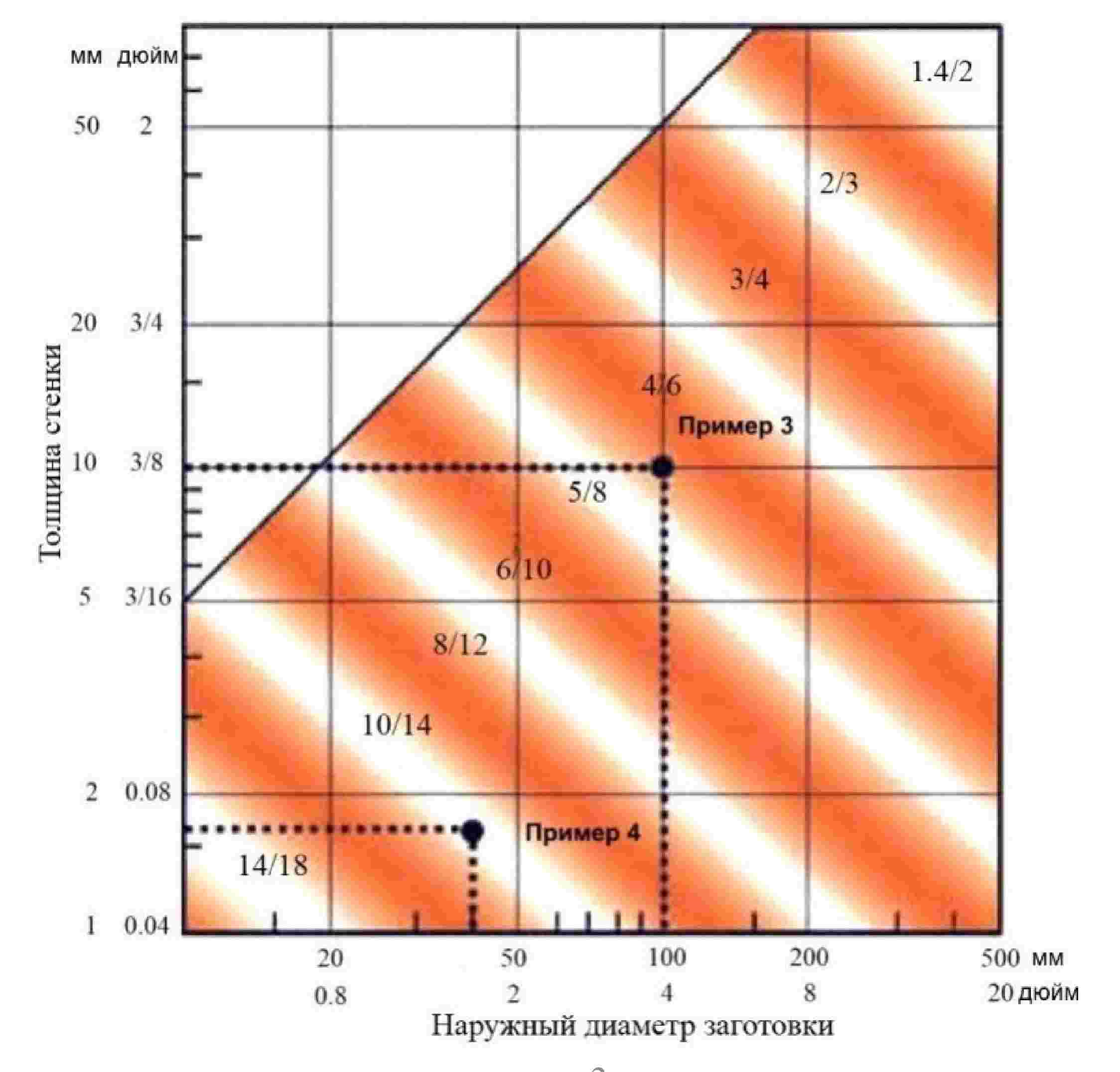
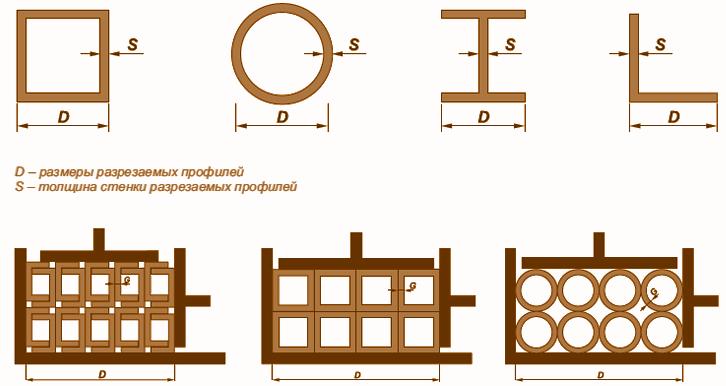
При распиливании труб, профилей, пакетов заготовок необходимо использовать значения с удвоенной толщиной стенки.
ПОДБОР ШАГА ДЛЯ РЕЗКИ ТРУБ И ПРОФИЛЕЙ
| D,мм | 20 | 40 | 60 | 80 | 100 | 150 | 200 | 300 | 400 | 500 | >700 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S,мм | Зубьев на дюйм (TPI) (25,4 мм) | ||||||||||
| 2 | 14 | 14 | 14 | 14 | 10/14 | 10/14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 |
| 3 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 8/12 | 6/10 | 6/10 | 6/10 | 6/10 | 6/10 |
| 4 | 14 | 10/14 | 10/14 | 8/12 | 8/12 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 |
| 5 | 14 | 10/14 | 10/14 | 8/12 | 6/10 | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 |
| 6 | 14 | 10/14 | 8/12 | 8/12 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 |
| 8 | 14 | 8/12 | 6/10 | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 |
| 10 | – | 6/10 | 6/10 | 5/8 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 |
| 12 | – | 6/10 | 5/8 | 4/6 | 4/6 | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 |
| 15 | – | – | – | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 |
| 20 | – | – | – | 4/6 | 4/6 | 3/4 | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 |
| 30 | – | – | – | 3/4 | 3/4 | 3/4 | 2/3 | 2/3 | 2/3 | 2/3 | 1.4/2 |
| 50 | – | – | – | – | – | 2/3 | 2/3 | 2/3 | 2/3 | 1.4/2 | 1.4/2 |
| 80 | – | – | – | – | – | – | 2/3 | 1.4/2 | 1.4/2 | 1.4/2 | 1/1.25 |
| 100 | – | – | – | – | – | – | – | 1.4/2 | 1.4/2 | 1/1.25 | 0.7/1 |
| 250 | – | – | – | – | – | – | – | – | – | 0.7/1 | 0.7/1 |
РАСЧЕТ КОЛИЧЕСТВА ЗУБЬЕВ В МАТЕРИАЛЕ ПО РАЗМЕРУ ЗАГОТОВКИ И ШАГУ ПОЛОТНА
Z=0.04хTPIхD (где D – это наибольший размер заготовки).
| Количество зубьев в материале, Z | |||
|---|---|---|---|
| минимум | оптимальный | оптимальный | максимум |
| 3 | 6 | 12 | 24 |
ДЛИНА РЕЗАНИЯ (ММ)

РЕКОМЕНДУЕМЫЙ РАЗМЕР ЗАГОТОВОК В ЗАВИСИМОСТИ ОТ ШАГА ПИЛЫ
| Шаг TPI | min | Оптимальные значения, мм | max |
|---|---|---|---|
| TPI 10/14 | 6 | 13…25 | 50 |
| TPI 8/12 | 8 | 15…30 | 60 |
| TPI 6/10 | 9 | 19…38 | 75 |
| TPI 5/8 | 12 | 23…46 | 92 |
| TPI 6 | 13 | 25…50 | 100 |
| TPI 4/6 | 15 | 30…60 | 120 |
| TPI 4 | 19 | 38…75 | 150 |
| TPI ¾ | 21 | 43…86 | 171 |
| TPI 3 | 25 | 50…100 | 200 |
| TPI 2/3 | 30 | 60…120 | 240 |
| TPI 2 | 38 | 75…150 | 300 |
| TPI 1.4/2 | 44 | 88…176 | 353 |
| TPI 1.6 | 47 | 94…188 | 375 |
| TPI 1.25 | 60 | 120…240 | 480 |
| TPI 1/1.4 | 63 | 125…250 | 500 |
| TPI 1/1.25 | 67 | 133…267 | 533 |
| TPI 0.9/1.2 | 71 | 143…286 | 571 |
| TPI 0.7/1 | 88 | 176…353 | 706 |
При распиливании труб, профилей, пакетов заготовок необходимо использовать значения с удвоенной толщиной стенки.
2. ОПРЕДЕЛЕНИЕ ТИПА И РАЗМЕРА ПОЛОТНА
| Материал заготовки | 3851 | 3857 | 3853 | 3851 PSG | 3854 PHG | 3858 P9000 | 3854 PQ |
|---|---|---|---|---|---|---|---|
| Алюминий и сплавы на его основе; вертикальные станки | +++ | + | + | + | + | ++ | |
| Алюминий и сплавы на его основе; горизонтальные станки | +++ | + | + | + | + | ++ | |
| Латунь | ++ | + | + | +++ | ++ | + | ++ |
| Медь | ++ | + | + | +++ | ++ | + | ++ |
| Конструкционные и автоматные стали | ++ | + | + | +++ | ++ | +++ | ++ |
| Стали с поверхностным упрочнением, пружинные стали | ++ | + | + | +++ | ++ | +++ | ++ |
| Конструкционные, закаленные и отпущенные стали | ++ | + | + | +++ | ++ | +++ | ++ |
| Нелегированные инструментальные стали, подшипниковые стали | ++ | + | + | ++ | ++ | +++ | +++ |
| Чугун | ++ | + | + | ++ | +++ | +++ | +++ |
| Быстрорежущие стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Легированные инструментальные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Холоднодеформированные инструментальные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Азотированные и высоколегированные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Нержавеющие низколегированные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Нержавеющие высоколегированные стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Титановые сплавы | ++ | + | + | ++ | +++ | +++ | +++ |
| Жаропрочные и дуплекс стали | ++ | + | + | ++ | +++ | +++ | +++ |
| Сплавы на основе никеля и никеля с кобальтом | ++ | + | + | ++ | +++ | +++ | +++ |
| Специальное применение | +++ | +++ | |||||
| Хороший + | Лучше ++ | Наилучший +++ | |||||
ВЫБОР ТВЕРДОСПЛАВНЫХ ПИЛ
| Материал заготовки | 3869 TS | 3868 TSX | 3868 TSS | 3881 THQ | 3881 THS | 3860 TCA | 3860 TCT | 3860 TCZ | 3860 TMC |
|---|---|---|---|---|---|---|---|---|---|
| Алюминий и сплавы на его основе; вертикальные станки | +++ | + | + | ++ | ++ | +++ | ++ | ++ | |
| Алюминий и сплавы на его основе; горизонтальные станки | + | + | ++ | ++ | +++ | ++ | ++ | ||
| Латунь | + | + | ++ | +++ | +++ | +++ | |||
| Медь | + | + | ++ | +++ | +++ | +++ | |||
| Конструкционные и автоматные стали | + | + | ++ | ++ | ++ | +++ | |||
| Стали с поверхностным упрочнением, пружинные стали | + | + | ++ | ++ | ++ | +++ | |||
| Конструкционные, закаленные и отпущенные стали | + | + | ++ | ++ | ++ | +++ | |||
| Нелегированные инструментальные стали, подшипниковые стали | + | + | ++ | ++ | ++ | +++ | |||
| Чугун | + | + | ++ | ++ | ++ | +++ | |||
| Быстрорежущие стали | + | + | ++ | ++ | ++ | +++ | |||
| Легированные инструментальные стали | + | + | ++ | ++ | ++ | +++ | |||
| Холоднодеформированные инструментальные стали | + | + | ++ | ++ | ++ | +++ | |||
| Азотированные и высоколегированные стали | + | + | ++ | ++ | ++ | +++ | |||
| Нержавеющие низколегированные стали | + | +++ | ++ | +++ | ++ | +++ | |||
| Нержавеющие высоколегированные стали | + | +++ | ++ | +++ | ++ | +++ | |||
| Титановые сплавы | + | ++ | ++ | +++ | |||||
| Жаропрочные и дуплекс стали | + | +++ | ++ | +++ | ++ | +++ | |||
| Сплавы на основе никеля и никеля с кобальтом | + | ++ | ++ | +++ | |||||
| Специальное применение | +++ | ||||||||
| Хороший + | Лучше ++ | Наилучший +++ | |||||||
► 3851 SANDFLEX® COBRA™
Для резки различных типов обрабатываемых материалов от алюминия до конструкционных сталей.
Прочная конструкция зубьев со специальной геометрией делают эту пилу идеальной для общего применения в промышленных условиях.
PS – Высокопроизводительная форма зуба с передним углом 10-15°. Большой угол заострения зуба и глубокая впадина позволяют резать большие заготовки.
Hook – Традиционная форма зубьев с передним углом 10°, используемая для цветных металлов, дерева и пластмасс.
PRX – Инновационный передний угол, имеющий 10° на 2/3 и 3/4 TPI; 8° на 4/6 и 5/8 TPI.
Это позволяет PRX быть хорошим легким производственным полотном для резки легкообрабатываемых деталей небольших и средних размеров.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3851-6-0.6-H-6 | 6 | 0.6 | 6 | Hook |
| 3851-6-0.6-10/14 | 6 | 0.6 | 10/14 | PRX |
| 3851-6-0.9-H-6 | 6 | 0.9 | 6 | Hook |
| 3851-6-0.9-10/14 | 6 | 0.9 | 10/14 | PRX |
| 3851-10-0.6-H-4 | 10 | 0.6 | 4 | Hook |
| 3851-10-0.6-H-6 | 10 | 0.6 | 6 | Hook |
| 3851-10-0.6-10/14 | 10 | 0.6 | 10/14 | PRX |
| 3851-10-0.9-H-4 | 10 | 0.9 | 4 | Hook |
| 3851-10-0.9-H-6 | 10 | 0.9 | 6 | Hook |
| 3851-10-0.9-10/14 | 10 | 0.9 | 10/14 | PRX |
| 3851-13-0.6-H-3 | 13 | 0.6 | 3 | Hook |
| 3851-13-0.6-H-4 | 13 | 0.6 | 4 | Hook |
| 3851-13-0.6-H-6 | 13 | 0.60 | 6 | Hook |
| 3851-13-0.6-5/8 | 13 | 0.6 | 5/8 | PRX |
| 3851-13-0.6-6/10 | 13 | 0.6 | 6/10 | PRX |
| 3851-13-0.6-8/12 | 13 | 0.6 | 8/12 | PRX |
| 3851-13-0.6-10/14 | 13 | 0.6 | 10/14 | PRX |
| 3851-13-0.9-H-3 | 13 | 0.9 | 3 | Hook |
| 3851-13-0.9-H-4 | 13 | 0.9 | 4 | Hook |
| 3851-13-0.9-H-6 | 13 | 0.9 | 6 | Hook |
| 3851-13-0.9-6/10 | 13 | 0.9 | 6/10 | PRX |
| 3851-13-0.9-10/14 | 13 | 0.9 | 10/14 | PRX |
| 3851-20-0.9-4/6 | 20 | 0.9 | 4/6 | PRX |
| 3851-20-0.9-5/8 | 20 | 0.9 | 5/8 | PRX |
| 3851-20-0.9-6/10 | 20 | 0.9 | 6/10 | PRX |
| 3851-20-0.9-8/12 | 20 | 0.9 | 8/12 | PRX |
| 3851-20-0.9-10/14 | 20 | 0.9 | 10/14 | PRX |
| 3851-27-0.9-P-3 | 27 | 0.9 | 3 | PS |
| 3851-27-0.9-P-4 | 27 | 0.9 | 4 | PS |
| 3851-27-0.9-2/3 | 27 | 0.9 | 2/3 | PRX |
| 3851-27-0.9-3/4 | 27 | 0.9 | 3/4 | PRX |
| 3851-27-0.9-4/6 | 27 | 0.9 | 4/6 | PRX |
| 3851-27-0.9-5/8 | 27 | 0.9 | 5/8 | PRX |
| 3851-27-0.9-6/10 | 27 | 0.9 | 6/10 | PRX |
| 3851-27-0.9-8/12 | 27 | 0.9 | 8/12 | PRX |
| 3851-27-0.9-10/14 | 27 | 0.9 | 10/14 | PRX |
| 3851-34-1.1-P-2 | 34 | 1.1 | 2 | PS |
| 3851-34-1.1-P-3 | 34 | 1.1 | 3 | PS |
| 3851-34-1.1-2/3 | 34 | 1.1 | 2/3 | PRX |
| 3851-34-1.1-3/4 | 34 | 1.1 | 3/4 | PRX |
| 3851-34-1.1-4/6 | 34 | 1.1 | 4/6 | PRX |
| 3851-34-1.1-5/8 | 34 | 1.1 | 5/8 | PRX |
| 3851-34-1.1-6/10 | 34 | 1.1 | 6/10 | PRX |
| 3851-41-1.3-P-2 | 41 | 1.3 | 2 | PS |
| 3851-41-1.3-2/3 | 41 | 1.3 | 2/3 | PRX |
| 3851-41-1.3-3/4 | 41 | 1.3 | 3/4 | PRX |
| 3851-41-1.3-4/6 | 41 | 1.3 | 4/6 | PRX |
| 3851-41-1.3-5/8 | 41 | 1.3 | 5/8 | PRX |
| 3851-41-1.3-1.4/2 | 41 | 1.3 | 1.4/2 | PRX |
| 3851-54-1.3-2/3 | 54 | 1.3 | 2/3 | PRX |
| 3851-54-1.3-3/4 | 54 | 1.3 | 3/4 | PRX |
| 3851-54-1.3-4/6 | 54 | 1.3 | 4/6 | PRX |
| 3851-54-1.6-2/3 | 54 | 1.6 | 2/3 | PRX |
| 3851-54-1.6-3/4 | 54 | 1.6 | 3/4 | PRX |
| 3851-54-1.6-1.4/2 | 54 | 1.6 | 1.4/2 | PRX |
| 3851-54-1.6-P-1.25 | 54 | 1.6 | 1.25 | PS |
| 3851-54-1.6-1/1.4 | 54 | 1.6 | 1/1.4 | PRX |
| 3851-67-1.6-1/1.4 | 67 | 1.6 | 1/1.4 | PRX |
| 3851-67-1.6-0.7/1 | 67 | 1.6 | 0.7/1 | PRX |
| 3851-80-1.6-1/1.4 | 80 | 1.6 | 1/1.4 | PRX |
| 3851-80-1.6-0.7/1 | 80 | 1.6 | 0.7/1 | PRX |
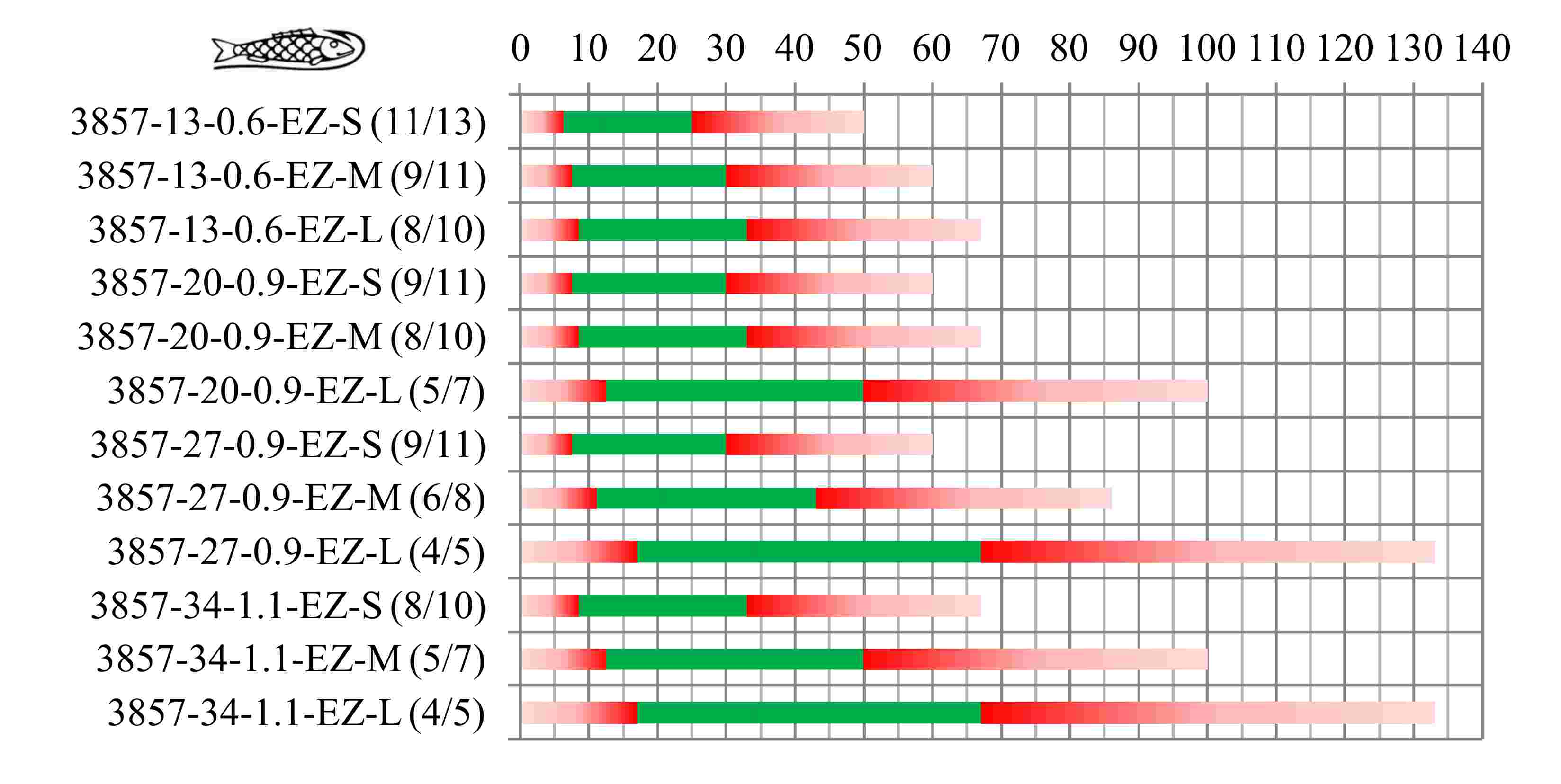
► 3857 УНИВЕРСАЛЬНАЯ ПИЛА EASY-CUT

Новое поколение ленточных пил отвечает различным требованиям заказчика.
Запатентованная форма зубьев создана для резки ряда размеров различных материалов только одним полотном. В этом случае полотно и службы в сравнении со стандартными полотнами.
Форма зуба делает полотно пригодным для резки всех обычных материалов, при высокой устойчивости к истиранию зубьев.
Идеально подходит для мелкосерийных производств, где происходит резание заготовок разных материалов и размеров.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3857-13-0.6-EZ-S (11/13) | 13 | 0.6 | 11/13 | EZ |
| 3857-13-0.6-EZ-M (9/11) | 13 | 0.6 | 9/11 | EZ |
| 3857-13-0.6-EZ-L (8/10) | 13 | 0.6 | 8/10 | EZ |
| 3857-20-0.9-EZ-S (9/11) | 20 | 0.9 | 9/11 | EZ |
| 3857-20-0.9-EZ-M (8/10) | 20 | 0.9 | 8/10 | EZ |
| 3857-20-0.9-EZ-L (5/7) | 20 | 0.9 | 5/7 | EZ |
| 3857-27-0.9-EZ-S (9/11) | 27 | 0.9 | 9/11 | EZ |
| 3857-27-0.9-EZ-M (6/8) | 27 | 0.9 | 6/8 | EZ |
| 3857-27-0.9-EZ-L (4/5) | 27 | 0.9 | 4/5 | EZ |
| 3857-34-1.1-EZ-S (8/10) | 34 | 1.1 | 8/10 | EZ |
| 3857-34-1.1-EZ-M (5/7) | 34 | 1.1 | 5/7 | EZ |
| 3857-34-1.1-EZ-L (4/5) | 34 | 1.1 | 4/5 | EZ |
ВЫБОР УНИВЕРСАЛЬНОЙ EASY-CUT ПО РАЗМЕРУ ЗАГОТОВКИ, ММ
► 3853 SANDFLEX® TOP FABRICATOR
Для резания конструкционных сталей, труб и профилей в пакете или по отдельности.
Точная разводка зубьев обеспечивает высокое качество поверхности среза.
Форма зуба PF с положительным углом в 6 градусов специально предназначена для резки пакетов труб и профилей.
Прочный инструмент с высокими показателями производительности и стойкости.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3853-27-0.9-3/4 | 27 | 0.9 | 3/4 | PF |
| 3853-27-0.9-4/6 | 27 | 0.9 | 4/6 | PF |
| 3853-27-0.9-5/8 | 27 | 0.9 | 5/8 | PF |
| 3853-34-1.1-2/3 | 34 | 1.1 | 2/3 | PF |
| 3853-34-1.1-3/4 | 34 | 1.1 | 3/4 | PF |
| 3853-34-1.1-4/6 | 34 | 1.1 | 4/6 | PF |
| 3853-34-1.1-5/8 | 34 | 1.1 | 5/8 | PF |
| 3853-41-1.3-2/3 | 41 | 1.3 | 2/3 | PF |
| 3853-41-1.3-3/4 | 41 | 1.3 | 3/4 | PF |
| 3853-41-1.3-4/6 | 41 | 1.3 | 4/6 | PF |
| 3853-41-1.3-5/8 | 41 | 1.3 | 5/8 | PF |
| 3853-54-1.6-2/3 | 54 | 1.6 | 2/3 | PF |
| 3853-54-1.6-3/4 | 54 | 1.6 | 3/4 | PF |
| 3853-54-1.6-4/6 | 54 | 1.6 | 4/6 | PF |
| 3853-67-1.6-2/3 | 67 | 1.6 | 2/3 | PF |
| 3853-67-1.6-3/4 | 67 | 1.6 | 3/4 | PF |
► 3851 SANDFLEX® COBRA™ PSG

Для промышленной резки различных типов материалов, особенно легированных и нержавеющих сталей.
Шлифованные зубья Combo PSG с положительным передним углом имеют высокую точность взаимного расположения зубьев.
Точная разводка гарантирует высокое качество поверхности среза.
Идеальная форма зубьев для промышленной резки средних и больших сечений широкого диапазона материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3851-27-0.9-PSG-2/3 | 27 | 0.9 | 2/3 | PSG |
| 3851-27-0.9-PSG-3/4 | 27 | 0.9 | 3/4 | PSG |
| 3851-27-0.9-PSG-4/6 | 27 | 0.9 | 4/6 | PSG |
| 3851-34-1.1-PSG-2/3 | 34 | 1.1 | 2/3 | PSG |
| 3851-34-1.1-PSG-3/4 | 34 | 1.1 | 3/4 | PSG |
| 3851-34-1.1-PSG-4/6 | 34 | 1.1 | 4/6 | PSG |
| 3851-41-1.3-PSG-1.4/2 | 41 | 1.3 | 1.4/2 | PSG |
| 3851-41-1.3-PSG-2/3 | 41 | 1.3 | 2/3 | PSG |
| 3851-41-1.3-PSG-3/4 | 41 | 1.3 | 3/4 | PSG |
| 3851-41-1.3-PSG-4/6 | 41 | 1.3 | 4/6 | PSG |
| 3851-54-1.6-PSG-1.4/2 | 54 | 1.6 | 1.4/2 | PSG |
| 3851-54-1.6-PSG-2/3 | 54 | 1.6 | 2/3 | PSG |
| 3851-54-1.6-PSG-3/4 | 54 | 1.6 | 3/4 | PSG |
► 3854 SANDFLEX® KING COBRA™ PQ
Резко положительный передний угол позволяет осуществлять хорошее врезание в труднообрабатываемые материалы.
Прочный зуб с углом 48° позволяет улучшить процесс резания специальных упрочняемых сплавов.
Различная степень разводки создает профиль резания с различным сечением стружки, что уменьшает силы резания и увеличивает стойкость ленточной пилы.
Агрессивная форма зуба с передним углом 17° обеспечивает хорошее врезание труднообрабатываемых материалов, особенно подшипниковых сталей (ШХ 15 и др.) и упрочняемых материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3854-27-0.9-PQ-3/4 | 27 | 0.9 | 3/4 | PQ |
| 3854-34-1.1-PQ-2/3 | 34 | 1.1 | 2/3 | PQ |
| 3854-34-1.1-PQ-3/4 | 34 | 1.1 | 3/4 | PQ |
| 3854-41-1.3-PQ-1.4/2 | 41 | 1.3 | 1.4/2 | PQ |
| 3854-41-1.3-PQ-2/3 | 41 | 1.3 | 2/3 | PQ |
| 3854-41-1.3-PQ-3/4 | 41 | 1.3 | 3/4 | PQ |
| 3854-54-1.6-PQ-0.9/1.2 | 54 | 1.6 | 0.9/1.2 | PQ |
| 3854-54-1.6-PQ-1.4/2 | 54 | 1.6 | 1.4/2 | PQ |
| 3854-54-1.6-PQ-2/3 | 54 | 1.6 | 2/3 | PQ |
| 3854-54-1.6-PQ-3/4 | 54 | 1.6 | 3/4 | PQ |
| 3854-67-1.6-PQ-0.9/1.2 | 67 | 1.6 | 0.9/1.2 | PQ |
| 3854-67-1.6-PQ-1.4/2 | 67 | 1.6 | 1.4/2 | PQ |
| 3854-67-1.6-PQ-2/3 | 67 | 1.6 | 2/3 | PQ |
► 3854 SANDFLEX® KING COBRA™ PHG™
Форма зуба разработана для резки твердых материалов.
Формообразование зубьев пилы шлифованием обеспечивает высокую точность расположения по высоте.
Специальная форма зуба в сочетании с острыми режущими кромками имеет высокую проникаемость в заготовку и производительность.
PHG является запатентованной формой шлифованных зубьев с положительным передним углом для хорошего проникновения в большие сечения труднообрабатываемых сплавов и упрочняемых материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3854-27-0.9-PHG-3/4 | 27 | 0.9 | 3/4 | PHG |
| 3854-27-0.9-PHG-4/6 | 27 | 0.9 | 4/6 | PHG |
| 3854-34-1.1-PHG-2/3 | 34 | 1.1 | 2/3 | PHG |
| 3854-34-1.1-PHG-3/4 | 34 | 1.1 | 3/4 | PHG |
| 3854-34-1.1-PHG-4/6 | 34 | 1.1 | 4/6 | PHG |
| 3854-41-1.3-PHG-1.4/2 | 41 | 1.3 | 1.4/2 | PHG |
| 3854-41-1.3-PHG-2/3 | 41 | 1.3 | 2/3 | PHG |
| 3854-41-1.3-PHG-3/4 | 41 | 1.3 | 3/4 | PHG |
| 3854-54-1.6-PHG-1.4/2 | 54 | 1.6 | 1.4/2 | PHG |
| 3854-54-1.6-PHG-2/3 | 54 | 1.6 | 2/3 | PHG |
| 3854-67-1.6-PHG-1/1.4 | 67 | 1.6 | 1/1.4 | PHG |
| 3854-67-1.6-PHG-1.4/2 | 67 | 1.6 | 1.4/2 | PHG |
| 3854-67-1.6-PHG-2/3 | 67 | 1.6 | 2/3 | PHG |
► 3858 SANDFLEX® PHG™ P9000
Специально разработанная ленточная пила подходит для пиления средних и крупных заготовок из различных труднообрабатываемых материалов, высоколегированных и нержавеющих сталей.
Применение технологии порошковой металлургии увеличивает прочность и твердость PHG P9000, что существенно повышает качество и производительность данного инструмента.
Запатентованная технология формообразования профиля шлифованием позволяет получить высокую точность расположения зубьев с положительным передним углом, что улучшает врезание в заготовки из твердых материалов.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3858-41-1.3-PHG-1.4/2 | 41 | 1.3 | 1.4/2 | PHG |
| 3858-41-1.3-PHG-2/3 | 41 | 1.3 | 2/3 | PHG |
| 3858-41-1.3-PHG-3/4 | 41 | 1.3 | 3/4 | PHG |
| 3858-54-1.6-PHG-0.7/1 | 54 | 1.6 | 0.7/1 | PHG |
| 3858-54-1.6-PHG-1.4/2 | 54 | 1.6 | 1.4/2 | PHG |
| 3858-54-1.6-PHG-2/3 | 54 | 1.6 | 2/3 | PHG |
► 3868 CARBIDE TRIPLE SET® “XTRA”™ TSX
Предназначается для высокопроизводительной резки труднообрабатываемых материалов. Особенно хорошо подходит для нержавеющих и инструментальных сталей, титановых сплавов.
Запатентованная форма зуба имеет передний угол 10°.
Преимуществом полотна является неприхотливость при разрезании заготовок на менее устойчивых станках.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3868-27-0.9-TSX-3/4 | 27 | 0.9 | 3/4 | TSX |
| 3868-34-1.1-TSX-2 | 34 | 1.1 | 2 | TSX |
| 3868-34-1.1-TSX-2/3 | 34 | 1.1 | 2/3 | TSX |
| 3868-34-1.1-TSX-3/4 | 34 | 1.1 | 3/4 | TSX |
| 3868-41-1.3-TSX-1.6 | 41 | 1.3 | 1.6 | TSX |
| 3868-41-1.3-TSX-1.4/2 | 41 | 1.3 | 1.4/2 | TSX |
| 3868-41-1.3-TSX-2 | 41 | 1.3 | 2 | TSX |
| 3868-41-1.3-TSX-2/3 | 41 | 1.3 | 2/3 | TSX |
| 3868-41-1.3-TSX-3/4 | 41 | 1.3 | 3/4 | TSX |
| 3868-54-1.3-TSX-1.4/2 | 54 | 1.3 | 1.4/2 | TSX |
| 3868-54-1.6-TSX-1/1.25 | 54 | 1.6 | 1/1.25 | TSX |
| 3868-54-1.6-TSX-1.6 | 54 | 1.6 | 1.6 | TSX |
| 3868-54-1.6-TSX-1.4/2 | 54 | 1.6 | 1.4/2 | TSX |
| 3868-54-1.6-TSX-2 | 54 | 1.6 | 2 | TSX |
| 3868-54-1.6-TSX-2/3 | 54 | 1.6 | 2/3 | TSX |
| 3868-54-1.6-TSX-3/4 | 54 | 1.6 | 3/4 | TSX |
| 3868-67-1.6-TSX-0.7/1 | 67 | 1.6 | 0.7/1 | TSX |
| 3868-67-1.6-TSX-1/1.25 | 67 | 1.6 | 1/1.25 | TSX |
| 3868-67-1.6-TSX-1.4/2 | 67 | 1.6 | 1.4/2 | TSX |
| 3868-80-1.6-TSX-0.7/1 | 80 | 1.6 | 0.7/1 | TSX |
► 3868 CARBIDE TSS
Такая же форма, как у TSX, но с предварительной обкаткой на заводе-изготовителе при помощи запатентованного метода исключает необходимость приработки, позволяя проводить операцию сразу на рабочих режимах резания с первого реза по нержавеющей стали.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3868-41-1.3-TSS-1.4/2 | 41 | 1.3 | 1.4/2 | TSS |
| 3868-41-1.3-TSS-2/3 | 41 | 1.3 | 2/3 | TSS |
| 3868-54-1.6-TSS-1/1.25 | 54 | 1.6 | 1/1.25 | TSS |
| 3868-54-1.6-TSS-1.4/2 | 54 | 1.6 | 1.4/2 | TSS |
| 3868-67-1.6-TSS-1/1.25 | 67 | 1.6 | 1/1.25 | TSS |
► 3881 CARBIDE THQ
Форма зуба разработана для специальных сплавов, особенно когда существует опасность заклинивания полотна ленточной пилы.
Эта пила предназначена для резки сплавов на основе никеля, титана и цветных металлов.
Широкая разводка для предотвращения заклинивания позволяет уменьшить силы резания и увеличить стойкость полотна.
Применяется для заготовок небольшого и среднего размера.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3881-34-1.1-THQ-2/3 | 34 | 1.1 | 2/3 | THQ |
| 3881-41-1.3-THQ-1.4/2 | 41 | 1.3 | 1.4/2 | THQ |
| 3881-41-1.3-THQ-2/3 | 41 | 1.3 | 2/3 | THQ |
| 3881-54-1.6-THQ-1.4/2 | 54 | 1.6 | 1.4/2 | THQ |
| 3881-54-1.6-THQ-2/3 | 54 | 1.6 | 2/3 | THQ |
| 3881-67-1.6-THQ-1.4/2 | 67 | 1.6 | 1.4/2 | THQ |
| 3881-80-1.6-THQ-1/1.25 | 80 | 1.6 | 1/1.25 | THQ |
► 3881 CARBIDE THS
Запатентованная геометрия и технология изготовления этой пилы позволяют распиливать труднообрабатываемые материалы на основе никеля, хрома, нержавеющих сталей, специальных аэрокосмических сплавов и абразивных материалов без обкатки, сразу на рабочих режимах резания. Благодаря особой конструкции риск заклинивания полотна значительно снижен.
Запатентованная технология подготовки режущих кромок.
Исключается обкатка – пилу можно сразу использовать на установленных режимах резания.
Снижена вероятность скалывания при врезании.
Конструкция идентична THQ, но с более низким уровнем шума.
Не подходит для пиления титановых сплавов, так как резание титана необходимо выполнять острым инструментом.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3881-41-1.3-THS-1.4/2 | 41 | 1.3 | 1 4/2 | THS |
| 3881-54-1.6-THS-1.4/2 | 54 | 1.6 | 1.4/2 | THS |
| 3881-54-1.6-THS-1 4/2-1 1/25 | 54 | 1,6 | 1 1/25 | THS |
| 3881-67-1.6-THS-1.4/2 | 67 | 1.6 | 1.4/2 | THS |
| 3881-67-1.6-THS-1 4/2-1 1/25 | 67 | 1,6 | 1 1/25 | THS |
| 3881-80-1.6-THS- 0/7/1 | 80 | 1.6 | 0/7/1 | THS |
► 3860 TCA, TCT, TCZ
Конструкция и состав твердосплавных зубьев семейства TC обеспечивает наибольшую производительность резания и стойкость инструмента.
TCA – ленточная пила для резки заготовок из алюминия, особенно в условиях автоматизированного производства.
Передний угол 12° позволяет эффективно распиливать сплавы из алюминия, идеально подходит для распиливания больших отливок.
TCZ – ленточная пила с передним углом 0°.
Конструкция зубьев для распиливания твердых металлов и труднообрабатываемых заготовок из хрома, а также неметаллических материалов без образования стружки (графит).
TCT – ленточная пила с передним углом 10°.
Более экономичная версия TMC. Применение аналогично TMC, когда цена играет определяющую роль; или аналогично 3868 или 3881, когда решающим фактором является чистота поверхности.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3860-27-0.9-TCA-2 | 27 | 0.9 | 2 | TCA |
| 3860-27-0.9-TCA-3 | 27 | 0.9 | 3 | TCA |
| 3860-34-1.1-TCA-2 | 34 | 1.1 | 2 | TCA |
| 3860-34-1.1-TCA-2/3 | 34 | 1.1 | 2/3 | TCA |
| 3860-34-1.1-TCA-3 | 34 | 1.1 | 3 | TCA |
| 3860-41-1.3-TCA-1.4/2 | 41 | 1.3 | 1.4/2 | TCA |
| 3860-41-1.3-TCA-2/3 | 41 | 1.3 | 2/3 | TCA |
| 3860-54-1.6-TCA-1/1.25 | 54 | 1.6 | 1/1.25 | TCA |
| 3860-54-1.6-TCA-1.4/2 | 54 | 1.6 | 1.4/2 | TCA |
| 3860-27-0.9-TCT-3 | 27 | 0.9 | 3 | TCT |
| 3860-27-0.9-TCT-3/4 | 27 | 0.9 | 3/4 | TCT |
| 3860-34-1.1-TCT-2/3 | 34 | 1.1 | 2/3 | TCT |
| 3860-34-1.1-TCT-3/4 | 34 | 1.1 | 3/4 | TCT |
| 3860-41-1.3-TCT-1.4/2 | 41 | 1.3 | 1.4/2 | TCT |
| 3860-41-1.3-TCT-1.9/2.1 | 41 | 1.3 | 1.9/2.1 | TCT |
| 3860-41-1.3-TCT-2/3 | 41 | 1.3 | 2/3 | TCT |
| 3860-41-1.3-TCT-3/4 | 41 | 1.3 | 3/4 | TCT |
| 3860-54-1.6-TCT-1.4/2 | 54 | 1.6 | 1.4/2 | TCT |
| 3860-54-1.6-TCT-2/3 | 54 | 1.6 | 2/3 | TCT |
| 3860-54-1.6-TCT-3/4 | 54 | 1.6 | 3/4 | TCT |
| 3860-27-0.9-TCZ-3/4 | 27 | 0.9 | 3/4 | TCZ |
| 3860-34-1.1-TCZ-3/4 | 34 | 1.1 | 3/4 | TCZ |
| 3860-41-1.3-TCZ-2/3 | 41 | 1.3 | 2/3 | TCZ |
| 3860-41-1.3-TCZ-3/4 | 41 | 1.3 | 3/4 | TCZ |
► 3860 TMC
Неразведенная форма зуба обеспечивает высокопроизводительную резку труднообрабатываемых и абразивных материалов.
Это твердосплавное полотно без разводки хорошо подходит для разрезания нержавеющих, инструментальных сталей, никелевых и титановых сплавов.
Разная геометрия зубьев обеспечивает получение стружки семи сечений.
Каждый зуб пилы направленно врезается в заготовку для получения высокопроизводительного процесса при работе на высоких режимах резания даже при пилении крупных заготовок.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3860-41-1.3-TMC-2/3 | 41 | 1.3 | 2/3 | TMC |
| 3860-41-1.3-TMC-1.4/2 | 41 | 1.3 | 1.4/2 | TMC |
| 3860-54-1.6-TMC-1/1.25 | 54 | 1.6 | 1/1.25 | TMC |
| 3860-54-1.6-TMC-1.4/2 | 54 | 1.6 | 1.4/2 | TMC |
| 3860-54-1.6-TMC-2/3 | 54 | 1.6 | 2/3 | TMC |
| 3860-67-1.6-TMC-1/1.25 | 67 | 1.6 | 1/1.25 | TMC |
| 3860-67-1.6-TMC-1.4/2 | 67 | 1.6 | 1.4/2 | TMC |
| 3860-67-1.6-TMC-2/3 | 67 | 1.6 | 2/3 | TMC |
| 3860-80-1.6-TMC-0.7/1 | 80 | 1.6 | 0.7/1 | TMC |
| 3860-80-1.6-TMC-1/1.25 | 80 | 1.6 | 1/1.25 | TMC |
| 3860-80-1.6-TMC-1.4/2 | 80 | 1.6 | 1.4/2 | TMC |
► 3869 CARBIDE TRIPLE SET®
Для резки сплавов цветных металлов и абразивных материалов.
Идеально для отрезания литников алюминиевых отливок, магниевых и циркониевых сплавов, пластмасс.
Специальная форма для использования в литейном производстве гарантирует быстрое отрезание с легкой подачей.
Форма зуба имеет передний угол 7°, что обеспечивает получение стружки трех различных сечений.
Пила предназначена для использования в литейном производстве, но также хорошо работает в узком диапазоне применения при резании нержавеющих и высоколегированных сталей.
| Артикул | Ширина | Толщина | TPI | Тип зуба |
|---|---|---|---|---|
| 3869-13-0.9-TS-3 | 13 | 0.9 | 3 | TS |
| 3869-20-0.9-TS-3 | 20 | 0.9 | 3 | TS |
| 3869-20-0.9-TS-4 | 20 | 0.9 | 4 | TS |
| 3869-27-0.9-TS-3 | 27 | 0.9 | 3 | TS |
| 3869-27-0.9-TS-4 | 27 | 0.9 | 4 | TS |
| 3869-29-1.1-TS-2 | 29 | 1.1 | 2 | TS |
| 3869-34-1.1-TS-3 | 34 | 1.1 | 3 | TS |
ОБЛАСТЬ ПРИМЕНЕНИЯ
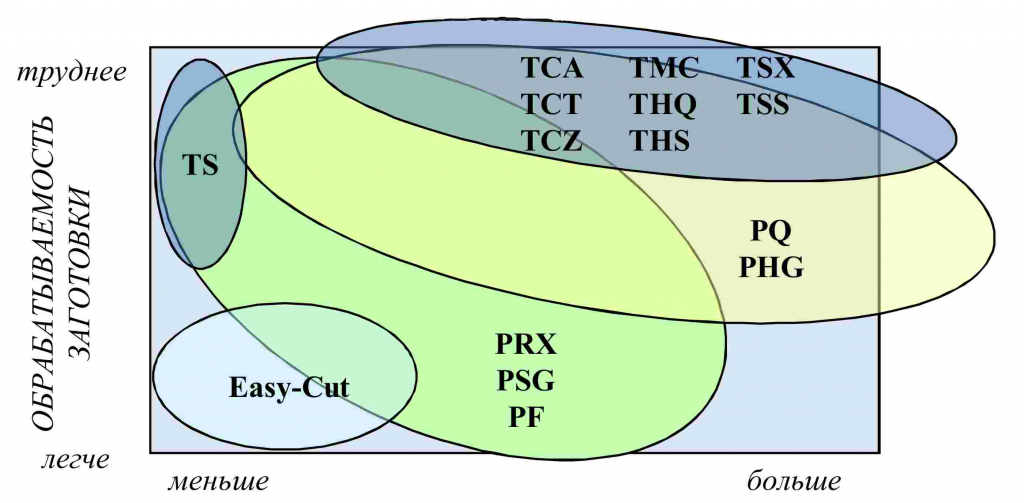
РАЗМЕР ЗАГОТОВКИ
3. ОПРЕДЕЛЕНИЕ ПОДАЧИ НА ЗУБ SZ [ММ/ЗУБ] ПО МАТЕРИАЛУ ЗАГОТОВКИ
| Группа обрабатываемых материалов | Подача на ЗУБ SZ, ММ/ЗУБ |
|---|---|
| Алюминий и сплавы на его основе | 0,012 |
| Медные сплавы | 0,011 |
| Конструкционные углеродистые и автоматные стали | 0,008 |
| Конструкционные легированные и пружинные стали | 0,007 |
| Инструментальные углеродистые стали | 0,006 |
| Подшипниковые стали | 0,0055 |
| Нержавеющие стали и высоколегированные стали | 0,005 |
| Азотированные и высоколегированные стали | 0,005 |
| Титановые сплавы | 0,005 |
| Быстрорежущие стали | 0,004 |
| Жаропрочные и дуплекс стали | 0,0025 |
| Сплавы на основе никеля и сплавы на основе хрома | 0,0025 |
4. ОПРЕДЕЛЕНИЕ СКОРОСТИ РЕЗАНИЯ V [М/МИН] ПО РАЗМЕРУ И МАТЕРИАЛУ ЗАГОТОВКИ
При пилении по корке следует снижать скорость резания.
Скорость резания или продольного движения полотна ленточной пилы определяется с помощью тахометра. Однако есть способ определения скорости визуально: достаточно определить время и количество циклов, совершенных полотном в процессе работы.
V = 60 •L • n
t
Где: L – длина полотна в метрах, n – количество полных оборотов, t – время, за которое совершено n оборотов в секундах. Полный оборот можно визуально отследить либо по сварному шву, либо по искусственной отметке.
Большее число оборотов позволит снизить погрешность измерений, усреднив значение скорости.
| БИМЕТАЛЛ | Скорость резания, м/мин при О,мм | ||||
|---|---|---|---|---|---|
| Материал заготовки | 10…65 | 100…300 | 400…800 | >1000 | СОЖ |
| Алюминий и сплавы на его основе; вертикальные станки | 3000 | 2100…2500 | 1250…2000 | 500…1200 | 25,00% |
| Алюминий и сплавы на его основе; горизонтальные станки | 120 | 120 | 120 | 120 | 25,00% |
| Латунь | 120 | 120 | 90…120 | 80…100 | 4,00% |
| Медь | 120 | 110 | 80…100 | 60…80 | 15,00% |
| Конструкционные и автоматные стали | 100 | 85…95 | 60…75 | 40…60 | 6,00% |
| Стали с поверхностным упрочнением, пружинные стали | 75…100 | 60…80 | 45…65 | 30…40 | 8,00% |
| Конструкционные, закаленные и отпущенные стали | 80 | 70…80 | 60…68 | 40…50 | 6,00% |
| Нелегированные инструментальные стали, подшипниковые стали | 60…65 | 55…60 | 35…45 | 25…35 | 8,00% |
| Чугун | 50…60 | 45…50 | 30…40 | 25…30 | – |
| Быстрорежущие стали | 45…50 | 40…45 | 30…35 | 20…25 | 8,00% |
| Легированные инструментальные стали | 45…65 | 45…60 | 40…60 | 20…40 | 8,00% |
| Холоднодеформированные инструментальные стали | 30…35 | 25…30 | 20…25 | 15…20 | – |
| Азотированные и высоколегированные стали | 40…45 | 35…40 | 25…30 | 20…25 | 8,00% |
| Нержавеющие низколегированные стали | 40…45 | 40…45 | 35…40 | 30…40 | 10,00% |
| Нержавеющие высоколегированные стали | 35…40 | 30…35 | 20…30 | 19…22 | 10,00% |
| Титановые сплавы | 30…35 | 25…30 | 20…25 | 16…18 | 10,00% |
| Жаропрочные и дуплекс стали | 25…30 | 20…25 | 15…20 | 14…16 | 10,00% |
| Сплавы на основе никеля и никеля с кобальтом | 15…20 | 13…15 | 10…12 | 10 | 10,00% |
| Специальное применение | |||||
ЧЕМ БОЛЬШЕ РАЗМЕР, ТЕМ НИЖЕ СКОРОСТЬ
| ТВЕРДЫЙ СПЛАВ | Скорость резания, м/мин при О,мм | ||||
|---|---|---|---|---|---|
| Материал заготовки | 10…65 | 100…300 | 400…800 | >1000 | СОЖ |
| Алюминий и сплавы на его основе; вертикальные станки | 5000 | 4000…5000 | 3000…4000 | 2000…3000 | 25,00% |
| Алюминий и сплавы на его основе; горизонтальные станки | 250 | 250 | 250 | 250 | 25,00% |
| Латунь | 250 | 250 | 180…240 | 140…160 | 4,00% |
| Медь | 240 | 220 | 130…190 | 100…120 | 15,00% |
| Конструкционные и автоматные стали | 200 | 160…190 | 110…150 | 60…90 | 12,00% |
| Стали с поверхностным упрочнением, пружинные стали | 120…130 | 110…120 | 75…110 | 40…60 | 10,00% |
| Конструкционные, закаленные и отпущенные стали | 140 | 120…140 | 85…115 | 50…70 | 12,00% |
| Нелегированные инструментальные стали, подшипниковые стали | 100…120 | 90…100 | 60…90 | 40…50 | 10,00% |
| Чугун | 90…105 | 90…95 | 60…75 | 40…55 | 12,00% |
| Быстрорежущие стали | 100…110 | 80…90 | 60…75 | 50…60 | 10,00% |
| Легированные инструментальные стали | 85…95 | 80…90 | 60…70 | 50…60 | 8,00% |
| Холоднодеформированные инструментальные стали | 80…100 | 60…90 | 60…75 | 45…65 | – |
| Азотированные и высоколегированные стали | 75…85 | 70…80 | 60…70 | 45…60 | 8,00% |
| Нержавеющие низколегированные стали | 80…110 | 80…100 | 70…95 | 65…80 | 12,00% |
| Нержавеющие высоколегированные стали | 80…90 | 70…80 | 60…70 | 40…50 | 13,00% |
| Титановые сплавы | 50…60 | 40…50 | 35…45 | 16…18 | 12,00% |
| Жаропрочные и дуплекс стали | 100…115 | 80…100 | 65…80 | 50…60 | 12,00% |
| Сплавы на основе никеля и никеля с кобальтом | 30…40 | 25…30 | 20…28 | 15…20 | 12,00% |
| Специальное применение | |||||
5. РАСЧЕТ МИНУТНОЙ ПОДАЧИ ПО ШАГУ ПИЛЫ TPI, ПОДАЧЕ НА ОДИН ЗУБ ИНСТРУМЕНТА SZ И СКОРОСТИ ПОЛОТНА V
Sm = 40 • TPI • V • Sz • Kвп • Кзап [ММ/МИН]
TPI среднее количество зубьев на дюйм (TPI 2/3 -> 2.5; TPI 1.4/2 -> 1.7 и т.д.);
V скорость резания, м/мин;
Sz подача на зуб, мм/зуб;
Квп поправочный коэффициент, учитывающий размер межзубных впадин пилы:
0.7
Kвп = ( 2.54)
__________
(TPI )
Кзап поправочный коэффициент, связывающий степень заполнения впадины и размер заготовки:
( 635 _____) Если шаг пилы выбран правильно и
(5d *TPI – 1) соответствует размерам заготовки по
Kзап = ( 635_____) рекомендациям на стр. 3.. .5, то (5d*TPI + 1) коэффициент Кзап принимается равным.
Необходимо контролировать истинное значение минутной подачи станка путем измерения времени и пройденного инструментом пути в направлении подачи.
Lизм
Sm = ——– [ММ/МИН]
Tизм
Текущий параметр подачи на зуб SZ важно контролировать по зависимости, обратной вышеуказанной:
S m
Sz = —————— [мм/зуб]
40• TPI•V
Качество работы инструмента оценивается параметрами суммарной напиленной площади и производительности резания.
n
F∑=∑Fi + … + Fn [cм2]
i=1
где Fi – площади распиливаемых заготовок
[для круглого проката F0 = 0.785- D2; для трубы Fe = 0.785- (D2 -d2)].
F
Производительность Q = — [см2/мин],
To
где To – основное (машинное) время резания заготовки [мин]. Основное время можно определить, зная величину подачи и высоту заготовки:
To = Hзаг
——-
Sm
СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ (СОЖ)
СОЖ смазывает, охлаждает и выводит стружку из зоны резания.
Необходимо:
• Использовать хорошую СОЖ;
• Использовать рекомендуемую концентрацию СОЖ;
• Обеспечивать, чтобы СОЖ достигала зоны резания под низким давлением и при обильном потоке.
ОБРАБАТЫВАЕМАЯ ЗАГОТОВКА
• Необходимо обеспечивать надежное закрепление обрабатываемой заготовки для предотвращения ее сдвига или вибраций;
• Использование деформированных или поврежденных заготовок не допускается.
ОБКАТКА
Для достижения максимального срока службы твердосплавных и биметаллических полотен рекомендуется начинать работу на пониженных значениях скорости и подачи. Сниженные значения режимов резания в соответствии с таблицей, представленной ниже, следует повышать поэтапно. Каждый этап нужно проводить не менее 20…30 минут обработки или эквивалентно ~0.05 м2 напиленного материала.
РЕКОМЕНДУЕМЫЕ ЗНАЧЕНИЯ РЕЖИМОВ РЕЗАНИЯ ПРИ ОБКАТКЕ
| Этапы | Биметалл | Твердый сплав | ||||
|---|---|---|---|---|---|---|
| V | Sm | Sz | V | Sm | Sz | |
| 1 | 80% | 40% | 50% | 60% | 30% | 50% |
| 2 | 80% | 50% | 63% | 70% | 45% | 64% |
| 3 | 90% | 70% | 78% | 80% | 60% | 75% |
| 4 | 90% | 80% | 89% | 90% | 80% | 89% |
| 5 | 100% | 100% | 100% | 100% | 100% | 100% |
Нормальный износ режущих кромок без скалывания и высокая стойкость возможны только при правильно проведенной приработке пилы на пониженных режимах резания.
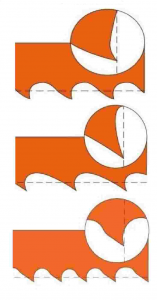
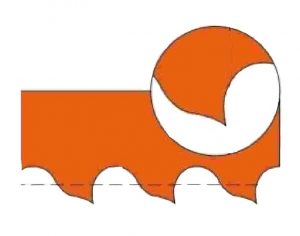
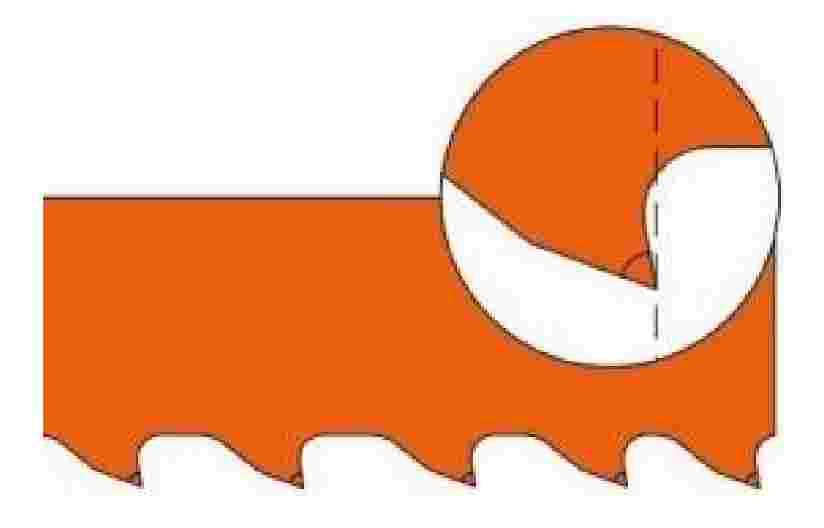
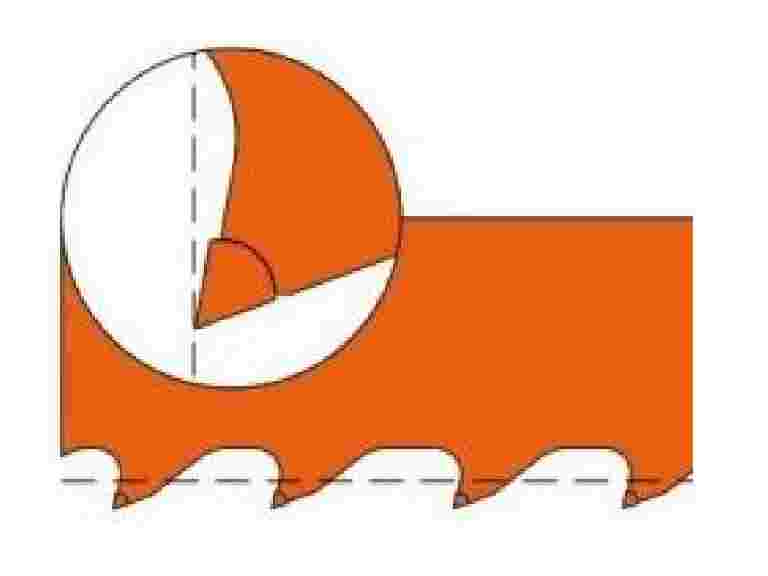
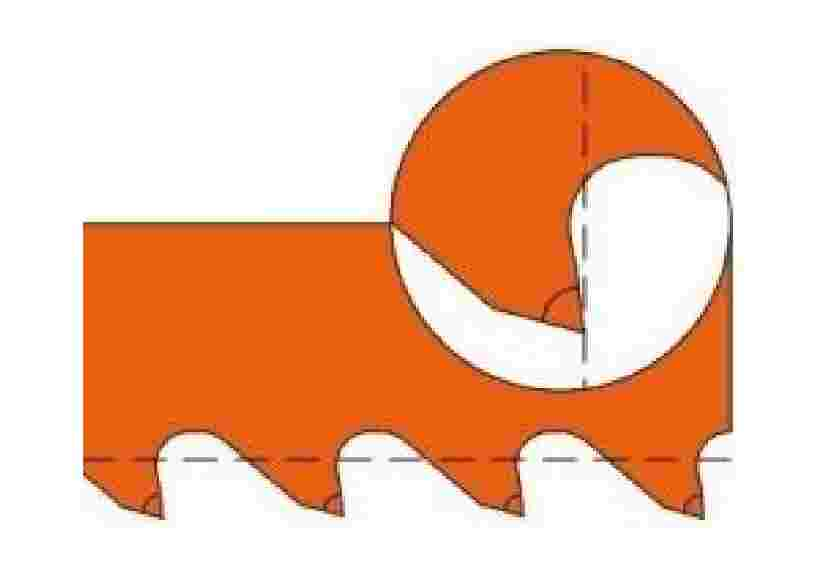
ВЛИЯНИЕ ПОДАЧИ НА ВИД СТРУЖКИ
Необходимо стремиться к тому, чтобы каждый зуб ленточной пилы резал стружку необходимой толщины, что определяется величиной подачи на зуб SZ, шагом зубьев пилы и выбранной скоростью резания.
Правильное движение подачи можно определить путем исследования стружки, которая образуется при резании ленточной пилой. Рисунки ниже дают представление о возможных видах стружки и причинах, по которым стружка принимает ту или иную форму.
По форме стружки, как косвенному фактору, можно производить регулировку движения подачи или скорости резания с целью достижения наиболее благоприятных условий резания и повышения стойкости и долговечности инструмента.
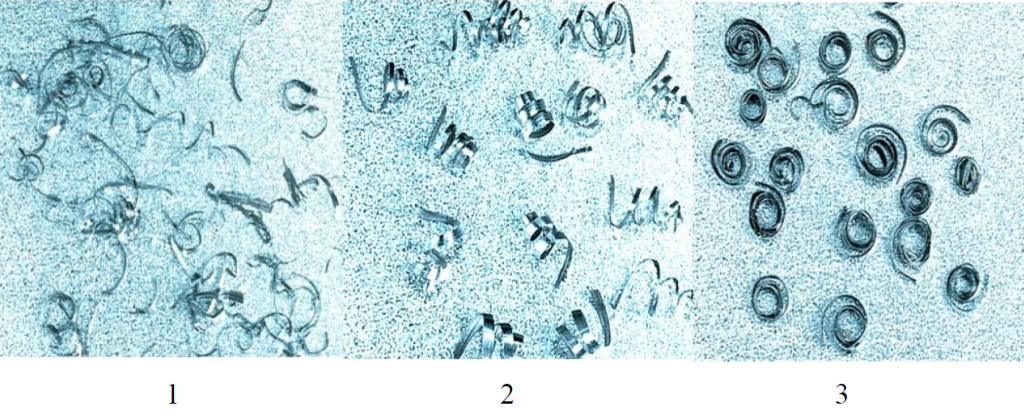
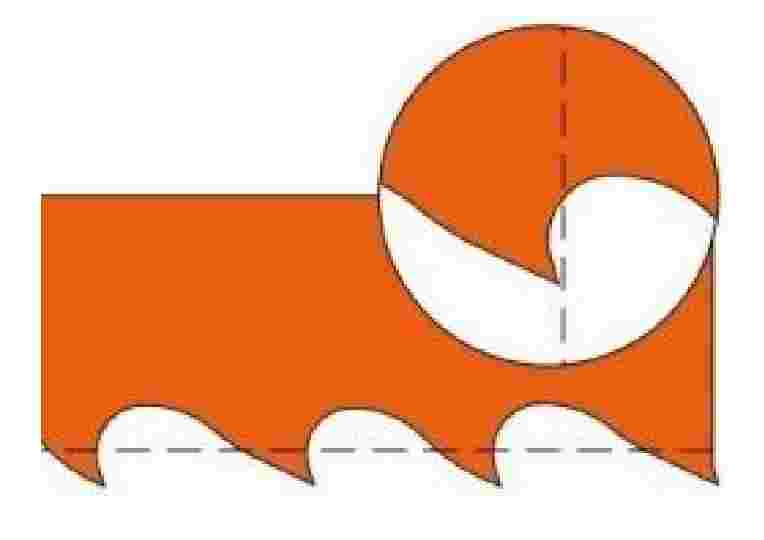
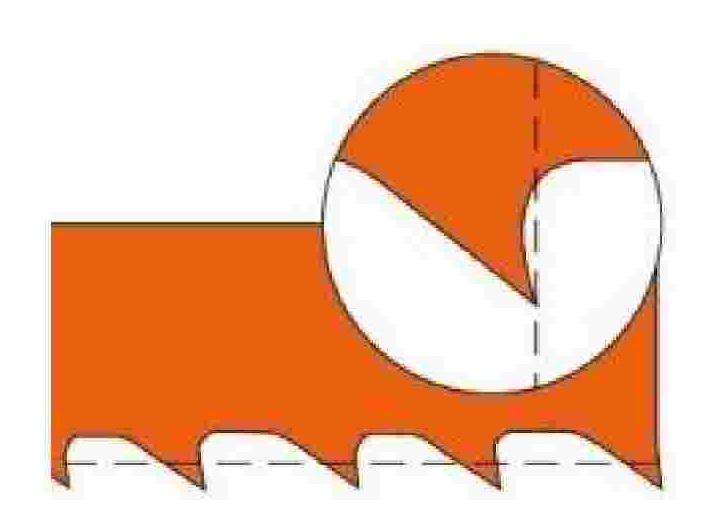
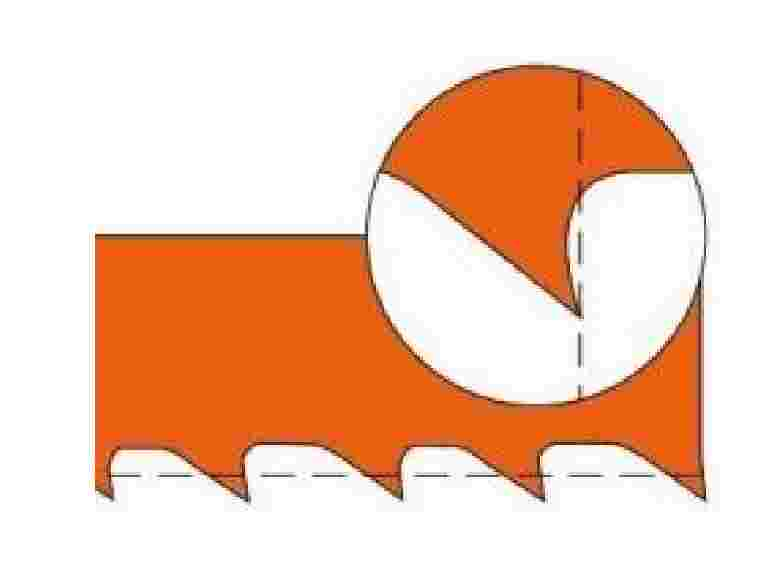
1. Тонкая или измельченная стружка – необходимо увеличить движение подачи или уменьшить скорость резания.
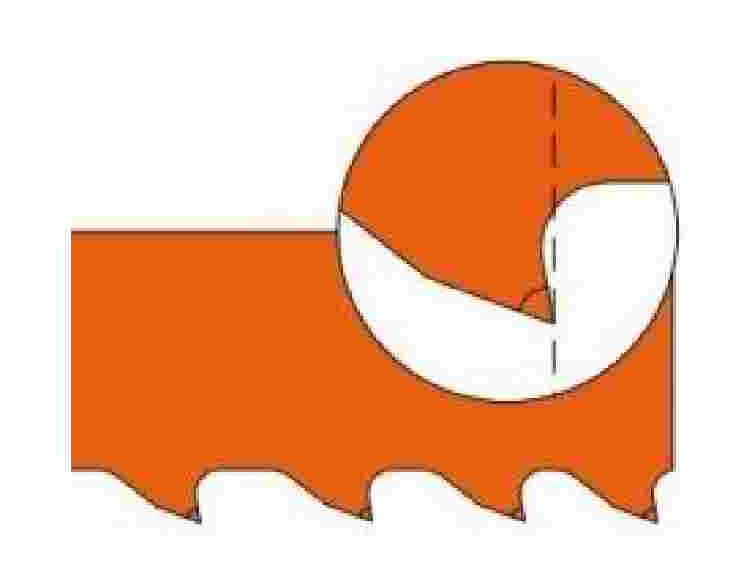
2. Равномерно свернутая стружка в форме плоской или пространственной спирали говорит об оптимально подобранных режимах резания.
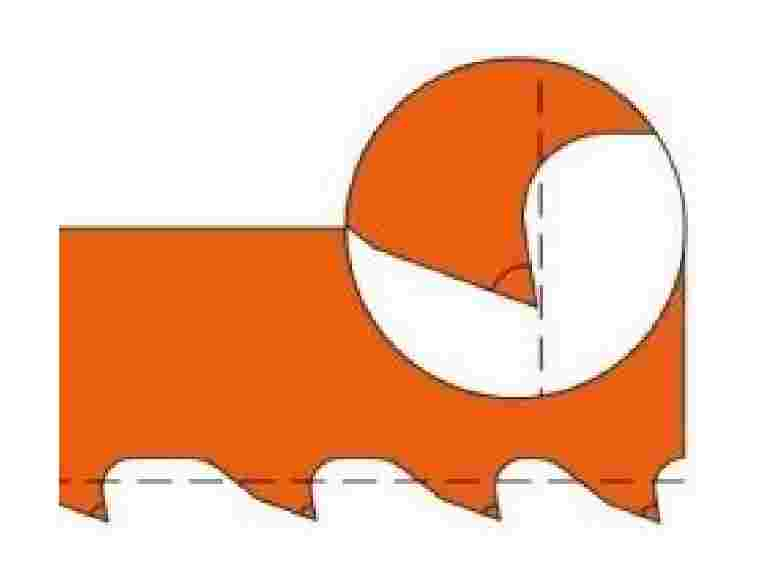
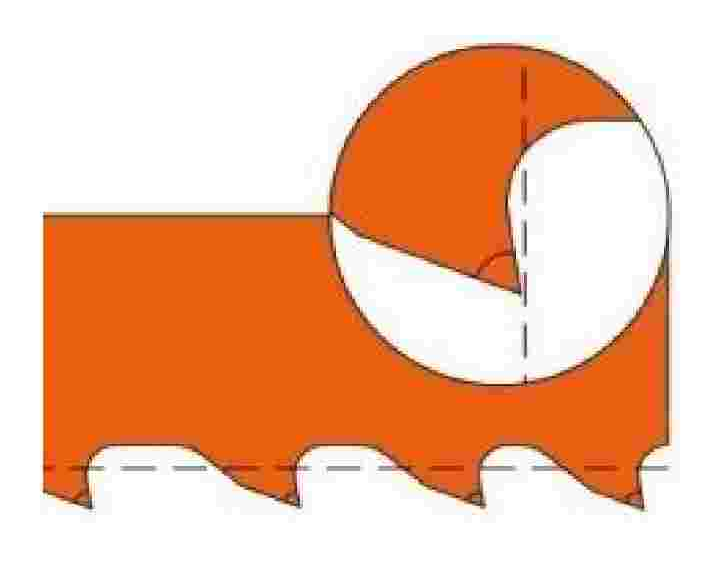
3. Толстая, тяжелая, короткая стружка часто с цветами побежалости говорит о слишком высоком значении подачи на зуб, необходимо уменьшить движение подачи или увеличить скорость резания заготовки.
ТАБЛИЦА НЕИСПРАВНОСТЕЙ
| Ломается полотно |
Неровное пиление |
||
|---|---|---|---|
| Направляющие и кронштейны направляющих | |||
| Необходимо регулярно проверять и регулировать направляющие. По мере износа направляющие следует менять. Кронштейны направляющих нужно располагать максимально близко к заготовке. |
Направляющие изношены или кронштейны разведены слишком широко | Направляющие изношены или плохо отрегулированы. Кронштейн не закреплен |
|
| Шкивы | |||
| Шкивы должны содержаться в хорошем состоянии с тщательной выверкой. | Шкивы изношены. Чем меньше шкив, тем тоньше полотно. |
||
| Щетка для удаления стружки |
|||
| Щетка должна эффективно удалять стружку. Появление стружки на входе в заготовку говорит об износе щетки или ее неправильной установке. Необходимо своевременно менять щетки. | |||
| Натяжение полотна | |||
| Для ровного пиления необходимо обеспечивать правильное натяжение полотна. Рекомендуется использовать измеритель натяжения Bahco. | Натяжение полотна слишком велико | Натяжение полотна слишком мало | |
| Охлаждающая жидкость (СОЖ) | |||
| СОЖ необходима для смазки и охлаждения полотна. Необходимо регулярно проверять концентрацию СОЖ рефрактометром. СОЖ должна подаваться под небольшим давлением свободным поливом. |
|||
| Скорость | |||
| Скорость должна быть подобрана в соответствии с рекомендациями. Следует проверять скорость с помощью тахометра Bahco. | Скорость полотна слишком мала | ||
| Подача | |||
| Для оптимальной работы режущих зубьев подача должны быть подобрана по рекомендациям Bahco. | Подача слишком велика | Подача слишком велика | |
| Шаг зубьев пилы | |||
| Выбор шага пилы важен равносильно выбору скорости резания и подачи. | Шаг зубьев слишком мал | ||
| Форма зуба | |||
| Для определенных условий пиления следует подбирать свою форму зуба. | |||
| Обкатка | |||
| Для увеличения срока службы полотна необходимо сделать приработку. Не следует дорезать старый пропил новым инструментом. | |||
| Стойкость | |||
| Все полотна изнашиваются, следует следить за степенью износа. | Полотно изношено | ||
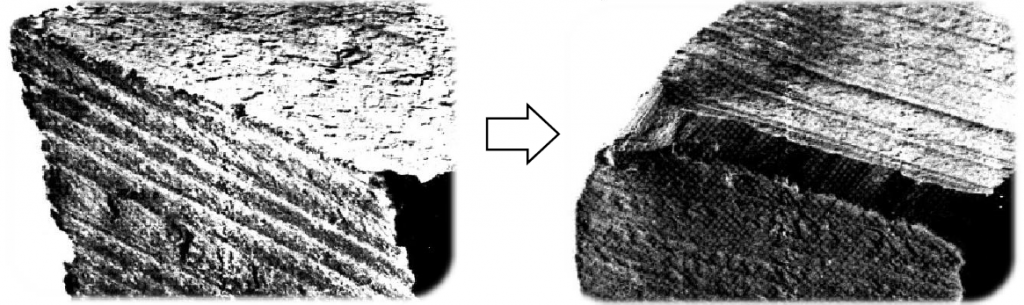
| Поверхность заготовки | |||
| Низкое качество поверхностного слоя (корка) приводит к быстрому износу полотна. Следует снижать скорость резания. | |||
| Закрепление заготовки | |||
| Заготовки должны быть надежно закреплены. Это особенно важно при разрезании пакетов заготовок. Использование изогнvтых или поврежденных заготовок не допускается. | Смещение заготовки при пилении | ||
СПИСОК НЕИСПРАВНОСТЕЙ
| Поломка зуба | Грубая поверхность реза | Быстрый износ зубьев | Вибрации | Скольжение полотна | |
|---|---|---|---|---|---|
| Направляющие далеко разведены или плохо отрегулированы | |||||
| Ведущий шкив изношен | |||||
| Щетка не работает, забиты межзубные впадины пилы | Щетка не работает или изношена | ||||
| Натяжение полотна слишком мало | Натяжение полотна слишком мало | ||||
| Недостаточно СОЖ, неправильная концентрация | Недостаточно СОЖ, неправильная концентрация | ||||
| Скорость полотна слишком мала | Скорость полотна слишком велика | Естественная вибрация – скорость полотна выше или ниже | |||
| Подача слишком велика | Подача слишком велика | Подача слишком велика или мала | Подача слишком велика или мала | Подача слишком велика | |
| Шаг зубьев слишком мал, забиты впадины | Шаг зубьев слишком велик | Шаг зубьев слишком мал | |||
| Форма зуба не достаточно прочная | Неправильный выбор формы зуба | Полотно с постоянным шагом | |||
| Приработка пилы проведена не правильно | Пила не обкатана | Пила не обкатана | Пила не обкатана | ||
| Полотно изношено | Полотно изношено | ||||
| Наличие твердых включений в заготовке | Дефекты поверхности: корка, ржавчина, твердые частицы |
||||
| Смещение заготовки при пилении | Заготовка плохо закреплена | ||||



